1. Расположение оборудования в прокатных цехах 2. Структура прокатных цехов 3. Выбор типов прокатных станов 4. Основы проектирования прокатных станов 5. Реконструкция действующих прокатных станов 6. Научная организация труда
По сортаменту выпускаемой продукции прокатное производство подразделяют на следующие виды: прокатку сортовой и листовой стали; производство труб; прокатку специальных видов продукции.
Сортамент продукции прокатного производства производят на следующих станах:
- сортовую сталь на рельсобалочных, универсальных балочных, крупносортных, среднесортных и мелкосортных станах; проволочных, ленточных;
- листовую сталь на толстолистовых, универсальных, тонколистовых, станах холодной прокатки;
- трубы на прошивных и станах для прокатки бесшовных труб, трубосварочных;
- специальные виды продукции на бандажных, колесопрокатных станах специального назначения (прокатки шаров, пустотелых профилей, ребристых труб, винтов, червячных валов и др.), станы для прокатки гнутых профилей.
Исходным продуктом при прокатке сортовой стали являются слитки, блюмы, заготовка. Исходным продуктом для производства листов служат слитки и слябы. При производстве труб исходным продуктом являются слитки и заготовка.
Ведущими обжимными агрегатами в прокатном производстве являются блюминги, заготовочные станы и МНЛЗ, снабжающие все станы заготовкой необходимого размера и профиля. Мощность этих агрегатов и их число определяют объем производства прокатного цеха.
Расположение станов в общем комплексе прокатных цехов может быть разным. По грузопотоку прокатные цехи имеют следующие типы: с прямолинейным, с прямолинейновозвратным и с раздельным (прерывающимся) грузопотоками.
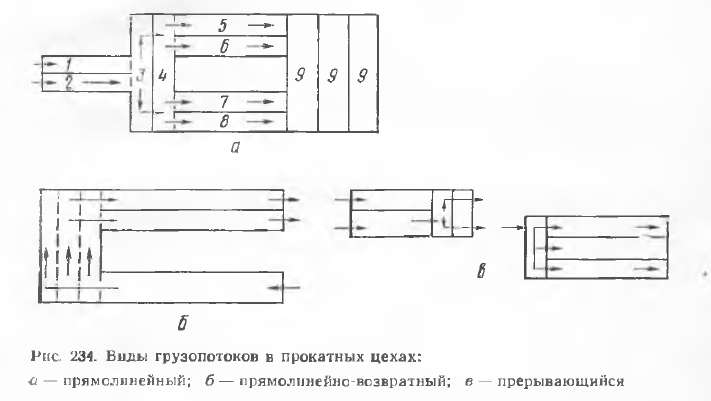
Прокатные цехи с прямолинейным грузопотоком (рис. 234, а) состоят из обжимного агрегата, расположенного в продольных пролетах (1, 2). После разрезки на ножницах блюмы и заготовки поступают в поперечные пролеты (3, 4), которых может быть два или три, где металл остывает, зачищается и контролируется. По поперечным пролетам его перемещают мостовыми кранами. Отсюда блюмы и заготовки поступают в нагревательные печи сортовых станов, расположенных слева в продольных пролетах (5—8), примыкающих под прямым углом к поперечным. Число продольных пролетов зависит от числа установленных сортовых или других станов, которых может быть от двух до пяти.
После порезки на пилах весь металл от сортовых станов поступает в один — три (9) поперечных пролета, замыкающих цех. Готовую продукцию отгружают по железнодорожным путям, пересекающим поперечные пролеты. Продукция, начиная от слитка до готовой продукции, движется вперед в одном направлении (на рис. 234 показано стрелками). Такое расположение станов является наиболее распространенным.
Прямолинейно-возвратное расположение станов сокращает длину прокатного цеха. Его применяют редко, с учетом местных условий для использования ограниченной заводской площади (рис. 234, б).
Довольно распространено раздельное (прерывающееся) расположение станов даже одного комплекса в отдельных зданиях (рис. 234, в). Чаще всего это имеет место на старых реконструируемых заводах, где установку прокатных станов производили в разное время, по мере развития завода.
К недостаткам такого расположения станов относится необходимость передачи полупродукта из цеха на железнодорожных платформах. Кроме того, при расположении прокатных станов одного комплекса в отдельных зданиях необходимо дублировать склады заготовок, что вносит добавочные организационные осложнения.
Помимо рассмотренных, имеются и другие варианты расположения станов в прокатных цехах.
Структура прокатных цехов
Прокатные цехи по своей структуре подразделяют на сортовые, листовые, трубные и специальные.
Прокатный цех может иметь в своем составе следующие станы: блюминг; рельсобалочный; универсальный балочный; крупносортный в виде отдельного стана или в составе рельсобалочного стана; среднесортный, один или два среднесортных; один или два мелкосортных; ленточный и проволочный станы.
Вид обжимного агрегата и связанные с ним тип и число сортовых станов определяются заданной производительностью цеха и его сортаментом.
Листовой прокатный цех современного завода, помимо слябинга, имеет в своем составе непрерывный тонколистовой стан, толстолистовой стан, работающий на слябах, непрерывные и реверсивные станы холодной прокатки. При работе непосредственно из слитков листопрокатный цех может состоять только из толстолистового стана.
В настоящее время существуют еще заводы, где прокатные станы даже одного комплекса расположены в отдельных зданиях.
Выбор типов прокатных станов
При выборе типов прокатных станов исходят из заданной производительности и сортамента. При этом руководствуются следующими соображениями:
- стан должен обеспечивать наивысшую производительность, быть механизированным, обеспечивать получение продукции высокого качества как по точности профиля, так и по другим требованиям, быть надежным в работе, давать высокие экономические показатели;
- вспомогательное оборудование стана должно обеспечивать автоматическую работу всего комплекса;
- склады, а также пролеты, где осуществляют отделочные операции, по площадям, по типу и расположению отделочного оборудования должны полностью соответствовать производительности стана.
Одна из важнейших задач — создание новых типов станов как по конструкции, так и по расположению. Самый совершенный прокатный стан никогда не будет работать производительно и качественно, если не будут правильно решены все вопросы, связанные с выполнением подготовительных и заключительных операций. Важными являются также вопросы уборки окалины, шлака, обрезков, стружки и т. д. Успех работы стана заключается в бесперебойной работе всех его звеньев.
Особое внимание должно быть уделено рациональному размещению и выбору емкости складов слитков, полупродукта (блюмов, слябов, заготовки) и готовой продукции.- Нагрузка на 1 м2 площади складов зависит от вида продукции, формы штабелей, их высоты и ширины проходов.
Слябы обычно укладывают стопками в одном направлении. Высота стопы зависит от ширины слябов и устройств, с помощью которых производится их укладка. Рельсы, балки, швеллеры, крупно-, средне- и мелкосортную сталь укладывают в штабеля высотой до 4 м. Листовую продукцию укладывают в штабеля высотой до 1,5 м; горячекатаные полосы в рулонах — в штабеля высотой до 3 м.
Правилами техники безопасности установлено, что проходы между штабелями должны быть не менее 1 м. Продолжительность хранения блюмов, слябов и заготовок, а также готовой продукции принимают 8—10 сут.
Основы проектирования прокатных станов
Проектирование производят с целью разработки проекта нового цеха или реконструкции действующего. Его осуществляют в несколько стадий: составление проектного задания, технического и рабочего проектов (рабочих чертежей).
При разработке проектного задания рассматривается следующее:
- Программа и принципиальная схема производства,, исходя из заданного сортамента, масштабов производства и условий работы цеха; соображения по составу цеха и выбору типа основных агрегатов; баланс металла.
- Описание технологического процесса производства проката.
- Краткая характеристика оборудования цеха и его производительность; состав и характеристика основного механического и электрического оборудования; характеристика нагревательных устройств для охлаждения и термической обработки металла, характеристика оборудования для отделки и зачистки металла; пропускная способность и загрузка оборудования.
- Склады полупродукта и готовой продукции; назначение и размещение складов; характеристика складов (количество металла, проходящего через склады, площади складов, удельная нагрузка и емкость складов и т. д.); характеристика оборудования складов.
- Планировка цеха; общие соображения по планировке с учетом состава, структуры и технологического процесса; связь с другими цехами; характеристика здания цеха; перечень вспомогательных помещений цеха; характеристика подъемно-транспортного оборудования.
- Вспомогательные отделения цеха; назначение отделений и их размещение в цехе.
- Автоматизация производственных процессов; изложение решений по автоматизации производственных процессов.
- Решения по механизации тяжелых и трудоемких работ; участки не полностью механизированные и причины этого.
- Технико-экономические показатели.
Технический проект разрабатывают на основе утвержденного проектного задания. Он окончательно определяет профиль прокатного цеха и служит основанием для последующей стадии проектирования, т. е. для составления рабочих чертежей. Здесь решают те же вопросы, что и при составлении проектного задания, но на более глубокой основе, таким образом, чтобы обеспечить возможность разработки конструктивных чертежей для изготовления оборудования или для его заказа.
По инженерным сооружениям здания дают конструктивные решения и расчеты; разрабатывают необходимые чертежи и составляют смету стоимости работ и оборудования; производят расчет калибровки валков, усилий при прокатке, мощности электродвигателей и т. д.: составляют технические спецификации на все оборудование; уточняют расположение основного и вспомогательного оборудования (окончательно определяют пропускную способность оборудования, производительность цеха и технико-экономические показатели его работы). При проектировании широко используют данные передового опыта промышленности, данные о лучших установках и т. д. Расчеты производят на основе теоретических методов, многие из которых изложены выше, а также соответствующих опытных данных.
Рабочий проект, представляющий собой рабочие чертежи, разрабатывают в виде общих чертежей с указанием расположения оборудования зданий, сооружений, конструкций в виде деталировочных чертежей с указанием всех конструктивных элементов. Рабочий проект представляет собой конкретные решения по всем деталям и элементам конструкций и машин.
Реконструкция действующих прокатных станов
К совершенствованию действующих прокатных станов относятся повышение производительности, уменьшение трудоемкости в работе стана и обслуживающих его участков, улучшение качества проката и технико-экономических показателей работы (расхода энергии, топлива, валков, воды и т. д.) и обеспечение снижения себестоимости и высокая производительность труда. Энергоемкость прокатных цехов в общем энергетическом балансе завода высокая, поэтому экономия электроэнергии имеет большое значение. С точки зрения рентабельности завода большую роль играет выпуск наиболее дорогих и качественных видов проката, являющихся, как известно, более трудоемкими и малопроизводительными.
Конкретные задачи рационализации и реконструкции прокатных станов решают на основе изучения накопленных фактических производственных данных, их анализа и производственных исследований.
Технический прогресс прокатного производства развивается настолько быстро, что объектом рационализации и реконструкции являются не только старые прокатные станы, но и вновь пущенные станы. В прокатном производстве рационализация чаще всего касается режимов нагрева и обжатий, калибровок, скоростного режима, конструкции вспомогательных механизмов, стойкости деталей и узлов оборудования, стойкости валков и арматуры. В результате проведения мероприятий по реконструкции и рационализации становится возможным осуществление высокопроизводительных режимов прокатки, сокращение вспомогательных операций, удлинение межремонтных периодов эксплуатации, внедрение механизации и автоматизации. К мероприятиям по реконструкции относятся коренное изменение конструкций и состава нагревательных, термических устройств, схем прокатки с установкой дополнительных клетей и применение новых схем их расположения, замена главных приводов и вспомогательного оборудования. Имеется много примеров эффективной модернизации и реконструкции действующих станов путем механизации линейных станов, применения принципа полунепрерывной прокатки вместо линейной, периодической и внедрения более совершенного принципа последовательности и непрерывности процесса, замены главных двигателей с резким увеличением их мощности и скорости прокатки.
Научная организация труда
Рост производства проката и улучшение его качества определяются не только оснащением прокатных станов новейшей техникой, но и непрерывным совершенствованием организации труда. На современных металлургических заводах широкое распространение получили планы научной организации труда (НОТ) на рабочих местах. Эти планы предусматривают более полное, экономичное использование рабочего времени и повышение производительности труда вследствие внедрения достижений науки и техники, передового опыта, организационных и санитарно-гигиенических мероприятий, устранения тяжелого физического труда и неблагоприятных воздействий производственной среды на организм работающего. Разработка и реализация планов НОТ на рабочих местах способствует сокращению потерь времени и труда. Внедрение НОТ укрепляет содружество инженерно-технических работников и рабочих, способствует более длительному участию трудящихся в выявлении использования резервов производства. Научная организация труда способствует повышению заработной платы и создает хорошие условия для работающих, вследствие чего сокращаются текучесть кадров, травматизм.
Производственный график, в котором обычно отражаются последовательность и сроки выполнения заказов, остановка стана (на перевалки, ремонты), является необходимой составной частью НОТ. Организация ритмичной работы по графику в сочетании с правильной расстановкой рабочих, совмещением профессий, рационализация трудовых процессов и операций способствуют увеличению производительности труда, снижению брака и, следовательно, снижению себестоимости продукции. Для устранения или уменьшения непроизводительных потерь труд на стане должен быть организован так, чтобы одна операция не задерживала другую. Высокопроизводительная работа во многом зависит от организации рабочего места. Большое значение в научной организации труда имеет последовательное осуществление принципа личной материальной заинтересованности рабочих в повышении производительности труда и своей квалификации.
Системой НОТ предусматривается повышение действенности моральных стимулов, совершенствование всех общественных средств и методов воспитания сознательного отношения к труду.